erbium doped fiber is the fiber doped by the metallic substance erbium. The Erbium doped fiber can be used in Erbium-doped fiber amplifiers. erbium doped fiber thorlabs Suppliers: erbium dopedRead More
Blog
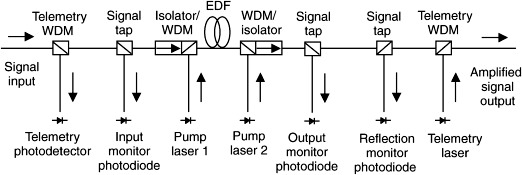
Amplifier in Optical Fiber Communication
amplifier in optical fiber communication

Low Frequency Acousto Optic Modulator 5MHz 10MHz
Here we discuss the methods how we make a Low Frequency Acousto Optic Modulator Such as 5MHz 10MHz. The regular Acousto Optic Modulators AOMs have a Central Frequency about 40MHz,80MHz,100MHzRead More
532nm DPSS green laser Solid State module
532nm DPSS green laser module with module number XPL-M532HG1500 .
UV Quartz Cuvette
Quartz Cuvette is made by high quality quartz , also called quartz glasses. The quartz cuvette is most expensive, and it is mainly used in Some High-precision experiments. Glass cuvettesRead More
Lab Cuvette
The cuvettes in laboratory are small vials that may be made from glass, quartz or plastic and used for analysis with a spectrometer, fluorometer or spectrophotometer. The high degree ofRead More
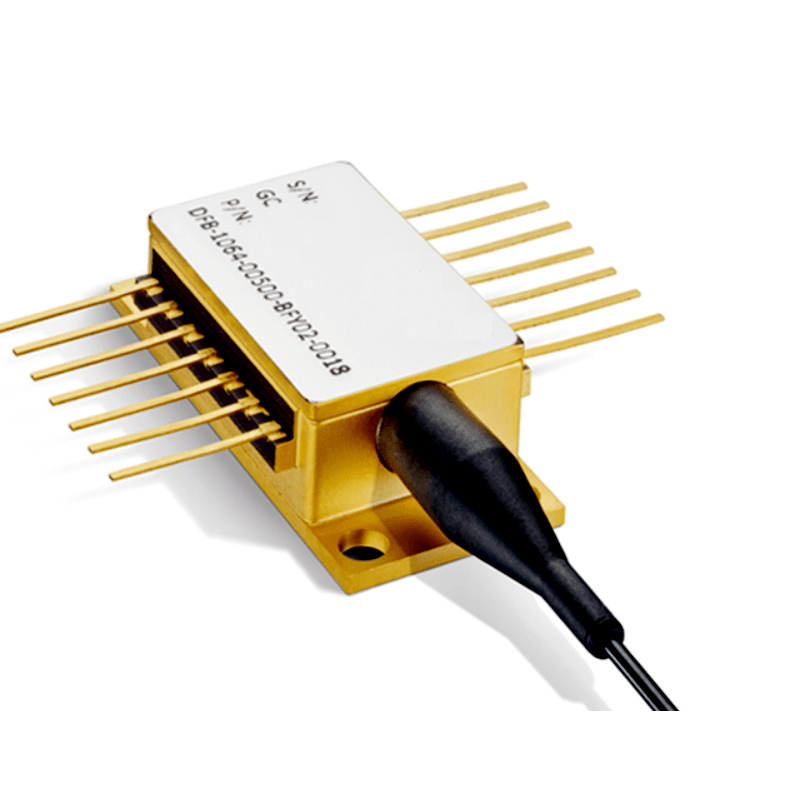
1030nm DFB Laser Suppliers
DFB Lasers are used in communication and other applications . The BeamQ 1030nm DFB Laser Fiber Coupled Laser Diode is a cost effective, highly coherent laser diode. This DFB laserRead More
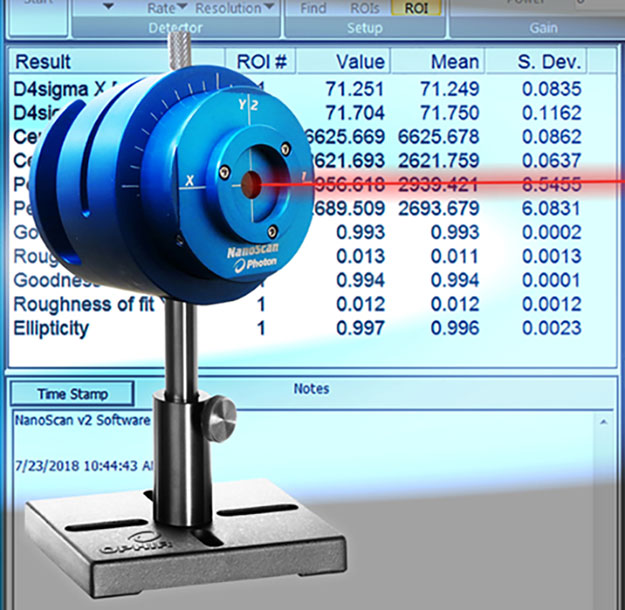
Laser Beam Profiler
When we do Light Analysis, Beam Characterization, Laser Beam quality. We use Laser Beam Profilers. laser spot analyzer beam quality analysis This is the whole Laser Beam Profilers system .Read More
Under Water Welding Laser Welding
Under water welding needs special tools, such as laser welding under water device. You can see that the water has been heated. Because the laser welding machine will produce lotsRead More
Solid State Laser Green Yellow Blue
Here we will show 3 kinds of Solid State Laser devices. They’re green laser, yellow laser and blue laser. The 3 Solid State Lasers are small in size. The laserRead More
Laser Light for refraction and Dance Show
Here we will use a green laser light from a BeamQ Laser Pointer to demo the refraction of light in glass. You can see the refraction angle clearly. I willRead More
White Light Source RGB white laser module.
Do you know what’s the brightest light ? It’s laser . Why is the sun light white ? The white sun light has 7 colors . This is the whiteRead More
laser welding machine manufacturers
Laser welding is used to fuse parts together by forming a liquified pool of metal at the junction point. The laser welding machines are widely used in many applications. WeRead More
303nm 300nm CW UV Laser Solid State DPSS Source Laser solution
303nm 300nm CW UV Laser Solid State DPSS Source Laser solution There are 2 types, Water cooled or air cooled. Wavelength (nm):303+-1 Output power (mW):1-5 Power stability (rms, over 4Read More
Gaussian laser
Gaussian laser is the laser which produce Gaussian beams. Gaussian laser beams are the lowest-order self-consistent field distribution in optical resonators ( resonator modes) provided that there are no intracavityRead More
Our customers
The University of Arizona Virginia Commonwealth University
Hamamatsu Deuterium Lamp L2D2 P/N 0035 Type L6408-01
Deuterium Lamp for UV-VIS Spectrophotometer. Hamamatsu Deuterium Lamp L2D2 P/N 0035 Type L6408-01 Discharge voltage: 75-95 VDischarge current: 300 mADischarge start voltage: 230-350 VAverage life: 500 hours
NICHIA NUBM31T 455nm 450nm 95W blue laser Array Bank
NICHIA NUBM31T 455nm 450nm 95W blue laser Array Bank / 20pcs 450nm 4.75W diodes. Beam parameters:Beam divergence: 15 mRad Aperture: 30 mm Laser beam spot: 1 mm Focal depth: 1.5Read More
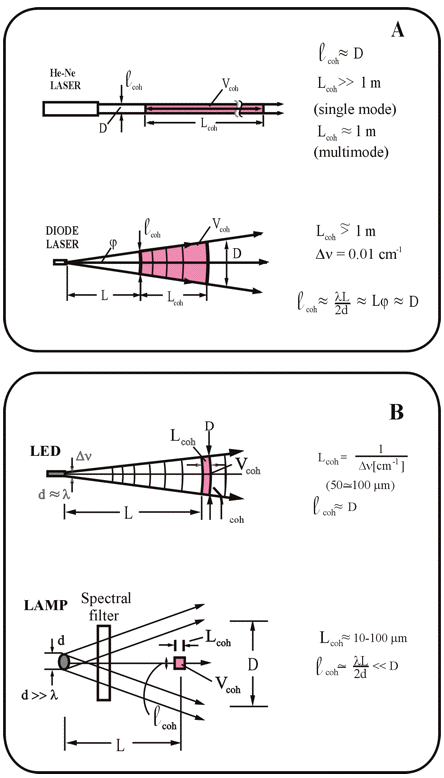
Coherence length laser
What is coherence length? Coherence length is the space over which a wave is ‘nicely’ sinusoidal. In other words, it is the space over which we can predict the phaseRead More
Comparison between HCSEL, VCSEL and EEL
Comparison between HCSEL, VCSEL and EEL Different from LED light sources, HCSEL laser are horizontal resonance and vertical light-emitting surface of the cavity. It has the advantages of VCSEL inRead More
1534nm Laser
BeamQus Semiconductor Laser 1534nm IR Eye Safe Laser Frequency doubled 𝟣𝟧𝟥𝟦 𝗇𝗆 laser system for potassium laser cooling . DFB Laser Diode, 1534 nm, 3 GHz, 20 mW, Single Mode TheRead More
QCW Laser Diode 808nm 200W Pulsed Single Emitter Laser Chip LD Pumping Source 808-QCW-200W
QCW Laser Diode 808nm 200W Pulsed Single Emitter Laser Chip LD Pumping Source 808-QCW-200W Applications:Science Research R&DIndustrial PumpLaser EquipmentBiomedical Optical Specs: Central Wavelength:808nm ,Min 800nm, Typical 806nm, Max 811nmOutput Power:200WWorkingRead More
MAX 1000W-2000W Single Module CW Fiber Laser Source with Power Supply
MAX 1000W-2000W Single Module Continuous CW Fiber Laser Power Supply MFSC-1000W MFSC-1500W MFSC-2000W Fiber Laser Source

